JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Pengilang Mesin Perata Hidraulik
-


Mesin Aras Ketepatan Servo Hidraulik Plat Nipis 30 Siri
-

Mesin Perata Ketepatan Hidraulik 40 Siri
-
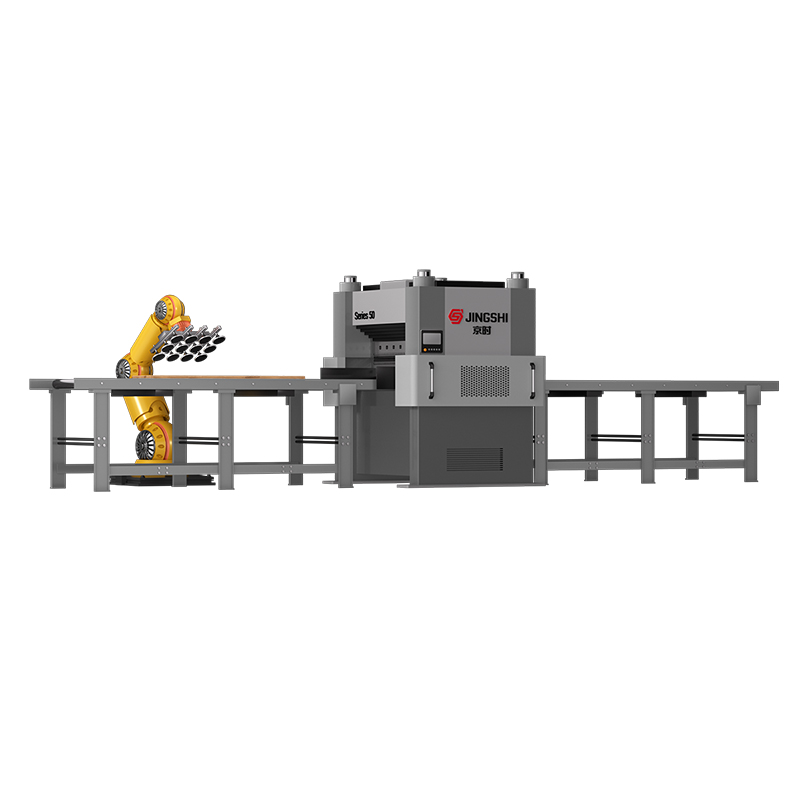
Mesin Aras Ketepatan Pintar Hidraulik 50 Siri Empat Lajur
-

Mesin Aras Hidraulik Kecekapan Tinggi Plat Tebal 60 Siri
-

Mesin Perata Ketepatan Ultra Hidraulik Plat Tugas Berat 80 Siri
-

Mesin Aras Ketepatan Hidraulik 100 Siri Besar Bahan Kerja
Mesin meratakan hidraulik menggunakan pemacu hidraulik sebagai sumber kuasa terasnya, dan dilengkapi dengan berbilang set penggelek meratakan berperingkat (termasuk penggelek yang berfungsi, penggelek perantaraan dan penggelek sokongan). Dengan mengawal daya tekanan dan bilangan kitaran lenturan dengan tepat, kepingan logam mengalami ubah bentuk "anjal-plastik" berselang-seli, akhirnya mencapai keperluan kerataan yang telah ditetapkan. Peralatan khusus ini boleh memproses pelbagai bahan logam (aluminium, tembaga, keluli, aloi titanium, dll.) dengan ketebalan antara 0.1mm (kerajang kuprum ultra nipis) hingga 60mm (plat tebal aloi khas).
Tentang Kami
Suzhou JingShi Intelligent Equipment Co., Ltd.
Ditubuhkan pada 2016 dan beribu pejabat di Suzhou, China, Suzhou JingShi Intelligent Equipment Co., Ltd. ialah perusahaan berteknologi tinggi bersepadu yang menggabungkan penyelidikan, pembuatan, dan perdagangan. Kami mengkhusus dalam mesin perata hidraulik ketepatan dan sistem talian pengeluaran pintar, Mesin Perata Hidraulik Ketepatan Tersuai, komited untuk menyampaikan penyelesaian kemasan logam lembaran berketepatan tinggi, kecekapan tinggi, dan kestabilan tinggi kepada pengilang global.
Sebagai Pengilang Mesin Perata Hidraulik dan Pembekal Mesin Perata Ketepatan di China, peralatan kami digunakan secara meluas dalam bahagian automotif, logam lembaran ketepatan, komponen lif, jentera pertanian, mata gergaji, penekanan ketepatan, pembuatan profil, dan aplikasi elektrik. Melalui inovasi berterusan dan kecemerlangan teknikal, JingShi telah menjadi rakan kongsi yang dipercayai untuk pengilang di seluruh dunia.
Sebagai Pengilang Mesin Perata Hidraulik dan Pembekal Mesin Perata Ketepatan di China, peralatan kami digunakan secara meluas dalam bahagian automotif, logam lembaran ketepatan, komponen lif, jentera pertanian, mata gergaji, penekanan ketepatan, pembuatan profil, dan aplikasi elektrik. Melalui inovasi berterusan dan kecemerlangan teknikal, JingShi telah menjadi rakan kongsi yang dipercayai untuk pengilang di seluruh dunia.
Maklum Balas Mesej
Sijil Penghormatan



Kekal Terhubung, Wawasan & Inovasi daripada JingShi
-

 Berita Industri
Berita Industri
 2026.07.08
1. Pengenalan kepada Peranti Mengangkat Panel Setiap tahun, pengeluar kehilangan beribu-ribu jam untuk memperlahankan, pengendalian panel manual. Seorang pekerja yang m...
2026.07.08
1. Pengenalan kepada Peranti Mengangkat Panel Setiap tahun, pengeluar kehilangan beribu-ribu jam untuk memperlahankan, pengendalian panel manual. Seorang pekerja yang m... -
Berita Industri
2026.06.05
Mengapa Meratakan Lembaran Logam Penting: Kos Tersembunyi Bahagian Tidak Rata Kepingan 4×8 kaki keluli 14-tolok keluar dari pemotong laser dengan gelombang tepi 2mm. Ta...
-
Berita Industri
2026.05.11
Apa yang Membuatkan Plat Meratakan "Ketepatan"? Penyamara penggelek standard meluruskan logam dengan melepasinya melalui set penggelek mengimbangi — berkesan untuk kera...
-
Berita Industri
2026.05.07
Lekatkan cawan sedutan pada tingkap kaca dan ia tahan selama berbulan-bulan. Tekan cawan yang sama pada papan kayu mentah dan ia meluncur keluar dalam beberapa saat. Perbezaa...
Pengetahuan Industri
Cara diameter dan pic penggelek menentukan "tingkap boleh diproses"
Pembeli sering menumpukan pada julat ketebalan nominal, tetapi sempadan praktikal ditetapkan oleh hubungan antara diameter penggelek, padang penggelek (jarak tengah) dan kekuatan hasil bahan. Penggelek kerja yang lebih kecil dan padang yang lebih ketat meningkatkan kekerapan lenturan, membantu menghapuskan kecacatan gelombang pendek; diameter yang lebih besar meningkatkan kapasiti beban dan mengurangkan risiko penandaan permukaan pada aloi yang lebih lembut.
Perkara yang perlu diperiksa semasa membandingkan petikan mesin
- Diameter dan pic penggelek berfungsi: lebih kecil/ketat biasanya meningkatkan pembetulan gelombang pendek, tetapi meningkatkan tekanan sentuhan.
- Kaedah pelarasan roller perantaraan/sokongan: mekanikal vs bantuan hidraulik mempengaruhi seberapa baik mesin memegang kawalan mahkota di bawah beban.
- Kekakuan bingkai dan reka bentuk batang pengikat: kekakuan adalah pemacu kebolehulangan tersembunyi apabila memproses keluli berkekuatan tinggi.
- Strategi perlindungan permukaan: untuk aluminium/tembaga, tanya tentang kemasan penggelek dan peruntukan pembersihan untuk meminimumkan pengambilan.
Jika anda berkongsi gred aloi biasa dan panjang gelombang kecacatan anda, kami boleh pra-padanan konfigurasi roller dengan spektrum kecacatan sebenar anda dan bukannya bergantung pada label "julat ketebalan" generik.
Kerataan bukan satu metrik: nyatakan perkara yang akan anda ukur dan bagaimana
"Rata" boleh bermaksud perkara yang berbeza bergantung pada sama ada proses hiliran anda adalah pengecapan, pemotongan laser atau pemasangan ketepatan. Spesifikasi perolehan hendaklah menentukan kaedah pengukuran (rujukan straightedge, optikal, tahap ketegangan, pensampelan CMM), panjang pensampelan dan jenis kecacatan yang anda kawal (gelombang tepi, gancu tengah, set gegelung, busur silang).
| Elemen spesifikasi | Mengapa ia penting | Contoh praktikal |
|---|---|---|
| Panjang persampelan / grid | Persampelan pendek menyembunyikan kecacatan gelombang panjang; pensampelan panjang menyembunyikan riak gelombang pendek. | Ukur lebih 1 m untuk plat; grid yang lebih ketat untuk kepingan ketepatan. |
| Penamaan jenis kecacatan | Kecacatan yang berbeza memerlukan strategi roller/pitch yang berbeza. | Gelombang tepi vs buckle tengah memerlukan kawalan mahkota yang berbeza. |
| Keadaan ketegangan | Bahan boleh kelihatan lebih rata di bawah ketegangan daripada dalam keadaan bebas. | Tentukan kerataan "keadaan bebas" selepas memunggah. |
| Keadaan suhu / pelinciran | Pertumbuhan terma dan pelinciran mengubah geseran dan springback. | Sahkan pada suhu talian yang stabil untuk kebolehulangan. |
Untuk pembeli berketepatan tinggi, kuncinya ialah menyelaraskan ujian penerimaan dengan sensitiviti hiliran sebenar anda; hasil perataan yang terbaik ialah hasil yang anda boleh sahkan secara konsisten .
Daya tekan vs kitaran lentur: cara mengelakkan "hari ini rata, esok melencong"
Penyamara hidraulik mencapai kerataan melalui ubah bentuk anjal-plastik berselang-seli. Dua tuil mendominasi: (1) pengagihan daya penekan merentasi set penggelek dan (2) bilangan kitaran lentur yang berkesan. Daya pemacu yang berlebihan untuk "memaksa kerataan" boleh menyimpan tekanan sisa dan membawa kepada herotan kemudian selepas pemotongan, kimpalan atau input haba.
Panduan perolehan yang membina
- Minta tetingkap tetapan yang ditunjukkan: bukan satu resipi, tetapi julat daya dan penembusan yang stabil yang mengekalkan kerataan.
- Sahkan "kestabilan selepas proses": potong kupon dan semak semula kerataan selepas pemotongan/pemotongan laser untuk mendedahkan isu tekanan baki.
- Sahkan sokongan berbilang zon: penggelek perantaraan/sokongan harus membantu mengagihkan beban dan mengurangkan lenturan berlebihan setempat.
Dalam amalan pentauliahan kami, program yang paling boleh berulang bergantung pada penembusan sederhana dengan kitaran lenturan yang mencukupi , bukan daya maksimum.
Kawalan hidraulik gelung tertutup ialah pembeza sebenar dalam kebolehulangan
Pemacu hidraulik adalah berkuasa, tetapi perkara yang harus dinilai oleh pembeli ialah seni bina kawalan: kawalan tekanan sahaja tidak sama dengan kawalan gelung tertutup daya/kedudukan pada titik perataan. Drift, suhu minyak dan tindak balas injap mempengaruhi konsistensi harian lebih daripada tonase tajuk.
Soalan yang menunjukkan kualiti kawalan dalam RFQ
- Adakah sistem mengawal jurang/penembusan penggelek (kedudukan), daya silinder, atau tekanan hidraulik sahaja?
- Bagaimanakah suhu minyak diurus dan diberi pampasan (penyejukan, penalaan sedar kelikatan, rutin memanaskan badan)?
- Apakah penderia yang digunakan (transduser tekanan, skala linear, sel beban) dan bagaimana ia ditentukur?
- Adakah terdapat pengurusan resipi dengan parameter berkaitan bahan untuk penukaran pantas?
Untuk pengeluaran pukal, kebolehulangan ialah tuil keuntungan: kawalan yang stabil mengurangkan kerja semula dan penghentian hiliran . Di sinilah kami memfokuskan penyelesaian meratakan ketepatan hidraulik kami.
Apabila "lebar" lebih sukar daripada "tebal": kawalan mahkota dan penindasan gelombang tepi
Helaian lebar selalunya gagal diterima kerana gelombang tepi atau gesper tengah didorong oleh tegasan tidak seragam merentas lebar. Ini kurang mengenai jumlah daya dan lebih lanjut mengenai cara mesin mengekalkan lenturan yang konsisten merentasi lebar di bawah beban. Penggelek perantaraan dan sokongan wujud atas sebab ini: untuk menstabilkan penggelek yang berfungsi dan menguruskan tingkah laku mahkota.
Perkara yang perlu disahkan untuk program material yang luas
- Nisbah lebar kepada ketebalan: nisbah yang tinggi membesarkan sensitiviti mahkota dan memerlukan strategi penggelek sokongan yang lebih kukuh.
- Sokong pengezonan roller: lebih butiran pelarasan meningkatkan pembetulan isu tepi setempat.
- Pesongan bingkai di bawah beban: minta data pesongan pada daya pemprosesan sasaran dan kekuatan bahan anda.
Ambilan praktikal: menyatakan hanya ketebalan adalah peringatan yang tidak mencukupi untuk kejayaan helaian lebar ; sertakan lebar, kekuatan hasil dan jenis kecacatan dalam spesifikasi pembelian.
Penalaan khusus bahan: aluminium, kerajang kuprum, keluli berkekuatan tinggi dan aloi titanium
bujang mesin meratakan hidraulik ketepatan boleh memproses banyak aloi, tetapi pembeli pukal mendapat manfaat daripada tetingkap proses perancangan mengikut keluarga bahan. Perbezaan dalam tingkah laku hasil, springback dan kepekaan permukaan secara langsung mempengaruhi pemilihan penggelek, pelinciran dan keperluan kebersihan. Penyamara hidraulik boleh meliputi julat yang melampau— 0.1 mm hingga 60 mm —tetapi amalan pengendalian tidak boleh dianggap sebagai boleh ditukar ganti.
Petunjuk penalaan praktikal oleh keluarga material
- Aluminium: mengutamakan perlindungan permukaan dan geseran yang stabil; elakkan pengambilan dengan pembersihan berdisiplin dan tekanan sentuhan terkawal.
- Kerajang tembaga / ultra-nipis: fokus pada kemasan roller, pengendalian ketegangan dan kawalan getaran; gangguan kecil boleh mencetak melalui.
- Keluli berkekuatan tinggi: kekakuan bingkai dan strategi penggelek sokongan mendominasi; sahkan mesin mengekalkan tetapan di bawah beban yang berterusan.
- Aloi titanium: mengharapkan springback yang lebih tinggi; bergantung pada lenturan berbilang kitaran dan kawalan suhu yang konsisten untuk kebolehulangan.
Apabila kami membina program untuk tumbuhan bahan campuran, kami mengesyorkan untuk menentukan resipi berkaitan bahan untuk memastikan perubahan boleh diramalkan.
Data RFQ yang menghalang spesifikasi kurang dan spesifikasi berlebihan (dan memendekkan pentauliahan)
Risiko perolehan pukal biasanya datang daripada konteks proses yang hilang: vendor sama ada akan membesarkan mesin "untuk selamat" atau mengecilkannya berdasarkan ketebalan sahaja. Pakej data ringkas membolehkan pemilihan tepat dan mengurangkan masa pentauliahan.
| kategori | Apa yang perlu disediakan | Mengapa vendor memerlukannya |
|---|---|---|
| Definisi bahan | Aloi/gred, julat kekuatan hasil, kekerasan (jika ada) | Menentukan springback dan tenaga lentur yang diperlukan |
| Geometri | Julat ketebalan, julat lebar, panjang, bentuk gegelung/plat | Memberi kesan kepada pilihan padang roller dan strategi mahkota/sokongan |
| Profil kecacatan | Set gelombang tepi/gancing tengah/busur silang/gegelung; kecacatan panjang gelombang jika diketahui | Menjajarkan konfigurasi penggelek kepada masalah kerataan sebenar |
| Hasil sasaran | Persampelan penerimaan kaedah pengukuran metrik kerataan | Menghalang pentauliahan pertikaian dan jangkaan yang tidak sepadan |
| Throughput | Kelajuan talian, masa takt, saiz kelompok, kekerapan pertukaran | Menentukan tahap automasi, tindak balas hidraulik, pengendalian resipi |
| Kekangan hiliran | Langkah-langkah pemotongan/kimpalan/menekan, membenarkan risiko tekanan sisa | Membimbing strategi "daya vs kitaran" untuk bahagian yang stabil |
Pek data RFQ yang lengkap selalunya merupakan cara terpantas untuk mengurangkan jumlah kos projek —bukan dengan memilih mesin yang paling murah, tetapi dengan mengelakkan ketidaksesuaian dan kerja semula.
Penyelenggaraan yang melindungi ketepatan: kebersihan minyak, haus roller dan disiplin penentukuran
Perataan ketepatan adalah sensitif kepada perubahan kecil dalam geseran, geometri penggelek dan tindak balas hidraulik. Banyak "isu kerataan misteri" berpunca dari pencemaran minyak, kehausan roller secara beransur-ansur, atau hanyut dalam rujukan ukuran dan bukannya konsep perataan itu sendiri.
Amalan pencegahan yang mengekalkan ketepatan
- Pengurusan kebersihan minyak: penapisan dan pensampelan mengurangkan injap melekat dan memaksa ketidakstabilan.
- Pemeriksaan penggelek: pantau pengambilan permukaan, micro-pitting, dan perubahan diameter yang mengubah penembusan berkesan.
- Penentukuran sensor: maklum balas tekanan/kedudukan hanya boleh dipercayai seperti rutin penentukurannya.
- Disiplin pembersihan untuk bukan ferus: menghalang zarah terbenam daripada mencetak kecacatan ke dalam helaian.
| Selang waktu | Item fokus | Mengapa ia penting |
|---|---|---|
| Setiap syif | Pembersihan roller dan pemeriksaan permukaan visual | Menghalang penandaan berkaitan pikap dan hanyut geseran |
| Mingguan | Semakan kebocoran/suhu hidraulik; tekanan pembezaan penapis | Menstabilkan tindak balas kawalan dan mengurangkan risiko pencemaran |
| Bulanan | Pensampelan minyak; pemeriksaan kewarasan sensor | Mengesan hanyut awal sebelum ia menjadi sekerap |
| Suku tahunan | Pengesahan geometri penggelek; pemeriksaan penjajaran | Melindungi kebolehulangan di bawah operasi volum tinggi |
Dari sudut pandangan pembeli, penyelenggaraan adalah sebahagian daripada keupayaan kerataan anda ; ia harus dirancang bersama alat ganti dan latihan.
Mengintegrasikan penyamakan ketepatan ke dalam barisan pengeluaran pintar
Untuk pengeluaran pukal, perata jarang berdiri sendiri. ROI terbaik muncul apabila program meratakan, penjejakan bahan dan peralatan hiliran (penyahkoil, penyuap, ricih, susun, pemeriksaan) berkongsi data. Di sinilah sistem talian pintar mengurangkan kebolehubahan dan pergantungan pengendali.
Butiran integrasi yang harus ditentukan oleh pembeli
- Penyerahan resipi: ID bahan mencetuskan parameter meratakan secara automatik untuk mengurangkan masa persediaan.
- Kestabilan tegangan huluan: kawalan decoiler/feeder menjejaskan kerataan dan kebolehulangan yang jelas.
- Gelung pemeriksaan hiliran: paut maklum balas pengukuran kerataan kepada penghalusan program (jika berkenaan).
- Pengelogan data: simpan parameter utama (daya/kedudukan, kelajuan, suhu) untuk mengesan kecacatan dan mengurangkan sekerap.
Sebagai pengeluar bersepadu bagi mesin meratakan hidraulik ketepatan dan sistem talian, kami mereka bentuk antara muka supaya keuntungan pemprosesan anda adalah nyata, bukan teori .
Integriti permukaan penting: elakkan kesan penggelek, pikap dan calar mikro
Pembeli pukal bahagian automotif, komponen lif, dan kemasan kepingan logam ketepatan sering menolak bahan bukan untuk kerataan, tetapi untuk kecacatan permukaan yang diperkenalkan semasa meratakan. Punca punca biasanya adalah pencemaran (zarah terbenam), disiplin pembersihan yang tidak mencukupi, keadaan permukaan roller yang tidak betul, atau tekanan sentuhan setempat yang berlebihan.
Kawalan praktikal yang mengurangkan sekerap berkaitan permukaan
- Tentukan kekasaran permukaan yang dibenarkan dan sasaran kemasan untuk penggelek yang berfungsi untuk aloi sensitif anda.
- Laksanakan pembersihan berperingkat: lap hulu/berus pembersihan roller berkala untuk mengelakkan pengumpulan pikap.
- Kawal tekanan sentuhan: lebih suka tetapan yang mencapai kerataan tanpa "penembusan berlebihan" apabila permukaan kritikal.
- Rancang untuk pengendalian bukan ferus: aluminium dan kuprum memerlukan kawalan pencemaran yang lebih ketat daripada kerja keluli am.
Dalam ujian penerimaan, sertakan kedua-dua kriteria kerataan dan permukaan supaya garis itu disahkan bahagian yang boleh digunakan, bukan hanya "helaian rata" .
Hubungi Kami
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Hak Cipta © 2025 oleh Suzhou JingShi Intelligent Equipment Co., Ltd. Hak Terpelihara. Pembekal Mesin Perata Ketepatan
